Robotic Mig sveising ----Gatelampe Pole sveiseløsning
Indeks
1. Informasjon om arbeidsstykket
2. Robotsveising Løsningsoversikt
3. Robotsveising Løsningsprosess
4. Robotløsning Utstyrskonfigurasjon
5. Hovedfunksjon 6. Introduksjon av utstyr
7. Installasjon, igangkjøring og opplæring
8. Sjekk og aksept
9. Miljøkrav
10. Garanti og ettersalgsservice
11. Levering Vedlagt dokumentasjon
Robotsveisingsapplikasjonsvideo
1, Arbeidsstykkeinformasjon
-Diameter på sveisetråd: Ф1,2 mm
-Sveiseprosess: gassskjermet sveising/Mig-sveising
-Type sveisesøm: rett linje type, sirkel type
-Beskyttelsesgass:99 % CO2
-Driftsmetode: manuell lasting og lossing, automatisk sveising med robot
-Tilpasningsfeil:≤ 0,5 mm
-Rengjøring av tallerkener :metallisk glans kan sees i sveisen oginnenfor området dobbelt høyde av sveisesøm på begge sider
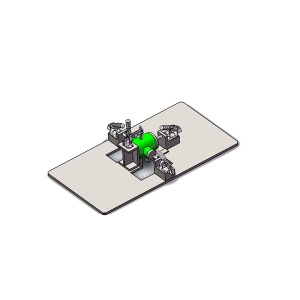
2, Robotsveiseløsning Oversikt
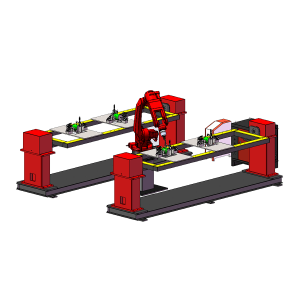
For å forbedre arbeidseffektiviteten, i henhold til den faktiske situasjonen til arbeidsstykket, vil Honyen-fabrikken tilby et sett med sveiserobotarbeidsstasjon, som kan erstattes med forskjellige verktøy for å være kompatible med forskjellige produkter.Arbeidsstasjonen er sammensatt av robotmodell: HY1006A-145 sveiserobot, sveisestrømkilde, spesiell sveisebrenner for robot, elektrisk kontrollskap og knapper, vannkjøler, doble arbeidsstasjonsposisjonere, verktøyarmaturer, sikkerhetsgjerde (valgfritt) og annet deler.
3,Mig Welding robotarbeidsstasjon Layout introduksjon
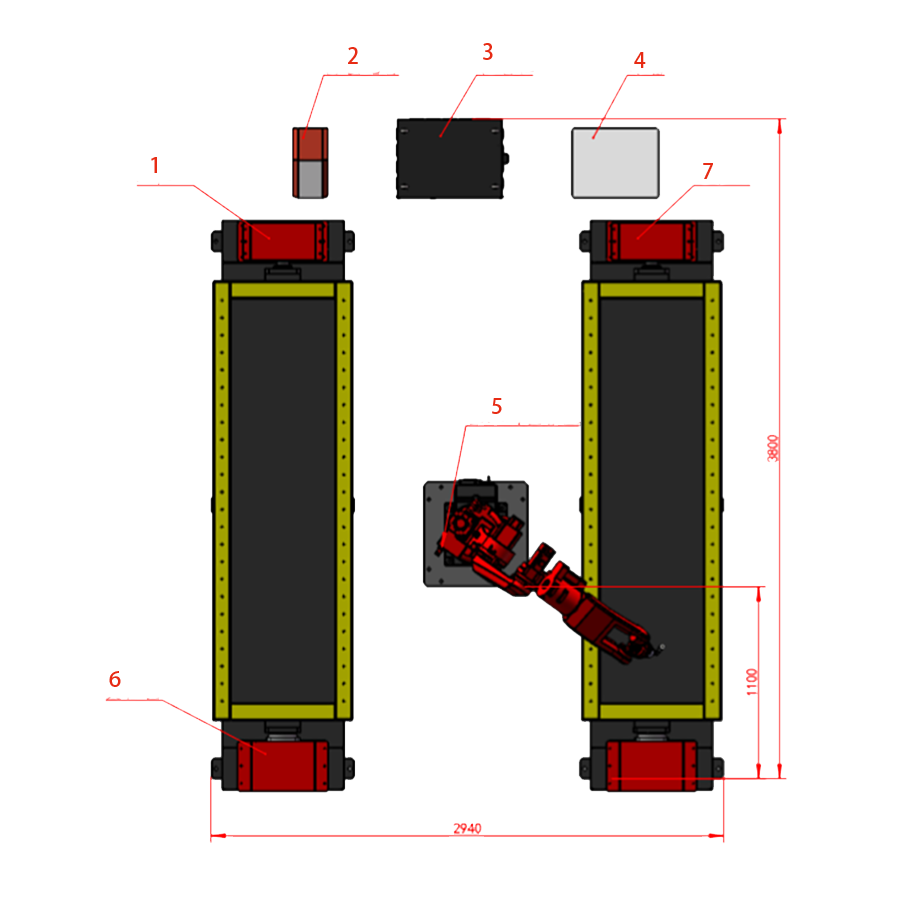
Honyen robot lysbuesveising arbeidsstasjon Layout
1, Arbeidsstasjon 1
2, Sveisestrømkilde
3, Robotkontroller
4, Vannkjølende kjøler
5, Honyen buesveiserobot, HY1006A-145
6, Stiller
7, Arbeidsstasjon 2
Elektriske poldeler inventar
Beslag for elektriske poldeler 2
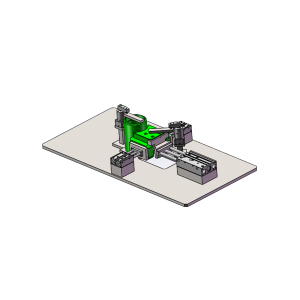
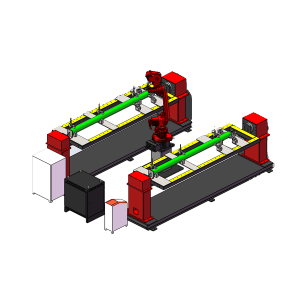
Robotsveiseløsninger Layout 1
Elektriske stolpedeler 3
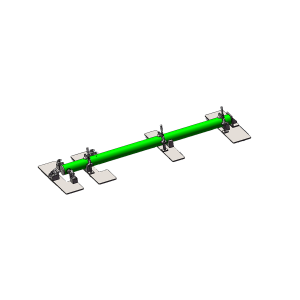
Robotsveiseløsninger Layout 2
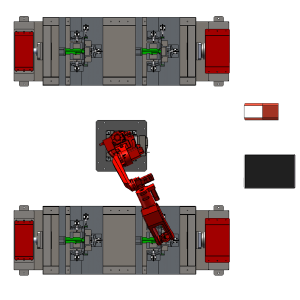
Robotsveiseløsninger Layout 3
4. Robotsveising Løsningsprosess I. Operatør laster arbeidsstykket på stasjon 1, etter lasting og fastspenning.Operatøren trykker på startknapp 1 for reservasjon av roboten, og roboten starter automatisk sveising;
II.Operatøren går til stasjon 2 for lasting av arbeidsstykket.Etter å ha lastet arbeidsstykket, trykker operatøren på robotreservasjonsstartknapp 2 og venter på at roboten avslutter sveisingen;
III.Etter at roboten er ferdig med sveisingen på stasjon 1, utfører den automatisk programmet til stasjon 2;
Ⅳ.Deretter losser operatøren arbeidsstykket på stasjon 1 og laster et nytt arbeidsstykke;
V. syklus i rekkefølge.
5. Robotløsning Utstyrskonfigurasjon
| Punkt | Modell | Mengde | Merke | Merknader | ||
| 1 | 1.1 | Robotkropp | HY1006A-145 | 1 sett | Honyen | Inkludert robotkropp, kontrollskap, undervisningsprogrammerer |
| 1.2 | Robot kontrollskap | 1 sett | ||||
| 1.3 | Sveisekraftkilde | 1 sett | Honyen | Megmeet sveiser | ||
| 1.4 | vanntank | 1 sett | Honyen | |||
| 1.5 | Vannkjølende sveisebrenner | 1 sett | Honyen | |||
| 2 | 1 Akseposisjoner | HY4030 | 2 Sett | Honyen | 2,5 m, 300 kg belastning, 1,5 KW nominell utgangseffekt | |
| 3 | Elektrisk kontrollstasjon | 2 Sett | Honyen | |||
| 4 | Systemdesign, integrasjon og programmering | 1 sett | Honyen | |||
| 5 | Sikkerhetsgjerde | 1 sett | Honyen | Valgfri | ||
6. Hovedfunksjon For å sikre sveisekvalitet og effektivitet er robotsystemet utstyrt med perfekt selvbeskyttelsesfunksjon og buesveisedatabase.Hovedfunksjonene er som følger:
Gjenoppta den opprinnelige banen: når skjermgasstrømmen er unormal, sveisetråd forbrukes og midlertidig stoppet under sveising, kan kommandoen "fortsett sveising" kalles direkte etter feilsøking, og roboten kan automatisk fortsette sveisingen fra hvilken som helst posisjon til hengende posisjon.
Feildeteksjon og prediksjon: etter at alarmen har oppstått, henter Robot data fra kontrollenheten, spekulerer på feildeler og gir en liste over deler med høy feil etter tur, viser sekvensen for utskifting av komponenter og diagnose på datamaskinen, som kan sees på stedet med undervisningsvedheng.I tillegg innhenter datamaskinen regelmessig driftsdata fra roboten, analyserer de innhentede dataene, bedømmer om driftstilstanden til roboten er normal, og ber brukeren om å håndtere kommende feil.
Antikollisjonsfunksjon: når robotsveisebrenneren krasjer med eksterne gjenstander, fungerer robotens antikollisjonsenhet for å beskytte sveisebrenneren og robotkroppen.
Ekspertdatabase: ved å sette nødvendige sveisebetingelser i et program, kan dette systemet automatisk fullføre arrangement av sveisesøm og justering av tilsvarende sveiseparametere.
Undervisning og programmering: realiser programmering på stedet gjennom undervisningsanheng.
Vevsveising: under sveiseprosessen kan Robot ikke bare realisere den vanlige svingsveising-rundtypen og også Z-typen.Dette hjelper roboten med å realisere kundens svingsveisefunksjon i henhold til arbeidsstykkets form, for å øke sveisesømbredden med sveisestyrke og god sveiseytelse.
Statusvisning: Roboten kan vise driftsstatus for hele robotsystemet gjennom undervisnings-anheng, inkludert programdriftsstatus, endringer i sveiseprosessparametere, systemparameterendringer, gjeldende posisjon til roboten, utførelseshistorikk, sikkerhetssignaler, alarmregistreringer, etc., slik at kundene kan rettidig forstå statusen til robotsystemet og forhindre problemer på forhånd.
Inn-/utdatafiler: robotsystemfiler og programfiler i robotsystemet kan lagres på SD-kort inne i robotkontrolleren, og kan også lagres på eksternt utstyr.Programmer skrevet av offline programmeringsprogramvare kan også lastes inn i robotkontrolleren. Dette hjelper kundene med å sikkerhetskopiere systemfiler regelmessig. Når det er et problem i robotsystemet, kan disse sikkerhetskopiene gjenopprettes for å løse robotens problemer.
7, Introduksjon av utstyr HY1006A-145 er en høyytelsesrobot med intelligent funksjon.Den er egnet for gassskjermet sveising og skjæreapplikasjoner.Dens egenskaper er lav vekt og kompakt struktur.
For buesveiseapplikasjoner har Honyen med suksess designet en lett vekt og kompakt arm, som ikke bare sikrer original pålitelighet, og også realiserer utmerket kostnadsytelse.
Honyen tar i bruk den mest avanserte servoteknologien, som kan forbedre bevegelseshastigheten og nøyaktigheten til roboten, minimere operatørens inngrep og forbedre arbeidseffektiviteten for gassskjermet sveising og skjæring.
| Akser | Nyttelast | Repeterbarhet | Strømkapasitet | Miljø | Vekt | Installasjon |
| 6 | 10 | 0,08 | 6,5KVA | 0~45℃20~80%RH (ingen fuktighet) | 300 kg | Bakke/tak |
| Bevegelsesområde J1 | J2 | J3 | J4 | J5 | J6 | IP-nivå |
| ±170° | +80°~-150° | +95°~-72° | ±170° | +115°~-140° | ±220° | IP54/IP65 (håndledd) |
| Maks hastighet J1 | J2 | J3 | J4 | J5 | J6 | |
| 158°/s | 145°/s | 140°/s | 217°/s | 172°/s | 500°/s |
Full kinesisk operasjonsgrensesnitt og kan endres til engelsk med full tastaturoperasjon
Støtte ulike kommunikasjoner inkludert I/O-grensesnitt, Modbus, Ethernet etc.
Støtte tilkoblinger med flere roboter og annet eksternt utstyr
Stor fargerik berøringsskjerm
Konfigurert antikollisjonsenhet, beskytter robotarmen og reduserer interferens
Robot Motion Control gir optimal veiplanlegging
Hundrevis av innebygde funksjonsvesker og funksjoner forenkler programmeringen
Gjennom SD-kort er det praktisk å sikkerhetskopiere og kopiere data
Posisjoner
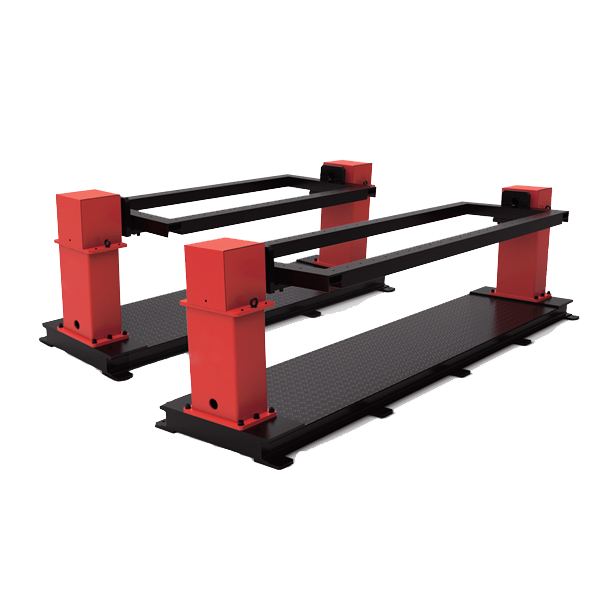
Honyen Head-tail dobbel støtteposisjoner som brukes til å rotere arbeidsstykket, samarbeide med roboten, nå en god posisjon for sveising og oppnå god sveiseytelse
Sveisestrømkilde

Megmeet Ehave cm 500h / 500 / 350 serie full digital industriell tung belastning * CO2 / MAG / MMA intelligent sveisemaskin
8. Installasjon, igangkjøring og opplæring
Før levering vil robotsystemet være montert og fullt funksjonstestet i vårt firma.Kunden vil levere sine deler til vårt firma for prøvesveising og forhåndsgodkjenning før levering.Under forhåndsgodkjenning vil kundens operatører motta innledende teknisk opplæring.
Installasjonsplan og tekniske krav vil bli sendt til kunden 15 dager før installasjonen, og kunden skal gjøre rettidige forberedelser i henhold til kravene.Vårt firma vil sende ingeniører for å utføre systeminstallasjon og igangkjøring på brukerens sted.Under forutsetning av at kunden sørger for tilstrekkelig med igangkjøring av arbeidsstykker, skal tiden fra programmering igangkjøring, personellopplæring til masseprøveproduksjon ikke overstige 10 dager.Vårt firma lærer opp brukere av robotsystemprogrammering, drift og vedlikehold for kunder, og traineer bør ha en datamaskins grunnleggende kunnskaper.
Ved installasjon og igangkjøring skal kunden sørge for nødvendig verktøy, som løfteutstyr, gaffeltruck, kabler, slagboremaskin etc., og yte midlertidig assistanse under lossing og installasjon.
Vårt firma er ansvarlig for veiledning, installasjon, igangkjøring av utstyr og opplæring av operatør.Vårt firma er ansvarlig for vedlikehold og driftsopplæring.Operatøren vil betjene og vedlikeholde utstyret på egen hånd.Opplæringsinnhold: utstyrsstrukturprinsipp, vanlig elektrisk feilsøking, introduksjon til grunnleggende programmeringsinstruksjoner, programmeringskunnskaper og programmeringsmetoder for typiske deler, introduksjon og forholdsregler for utstyrets betjeningspanel, utstyrsdriftspraksis, etc.
9. Sjekk og aksept
Forhåndsaksept utføres i vårt selskap med deltagelse av relevante arbeidere fra begge parter.Under forhåndsgodkjenning skal arbeidsstykker testes i henhold til nøyaktigheten til arbeidsstykket levert av kunden, kun kvalifisert arbeidsstykke skal sveises, og forhåndsgodkjenningstestrapport skal utstedes.Etter ferdig aksept skal Robot leveres.For å sikre forhåndsgodkjenning vil 3 arbeidsstykker leveres til normal produksjon.
10.Miljøkrav Sikkerhetskrav: gass og reservedeler som brukes av brukere må være i samsvar med relevante nasjonale standarder.
Luftkilden skal plasseres utendørs, ikke mindre enn 15 meter unna brann og ikke mindre enn 15 meter fra gass og oksygen.Luftkilden skal opprettholde gode ventilasjonsforhold og være på et kjølig sted vekk fra vind.
Alle gasskretser må kontrolleres før roboten tas i bruk.Hvis det er luftlekkasje, må det repareres for å sikre at det ikke er feil.
ved justering av trykket og bytte av gassflaske skal operatøren ikke ha oljestoffer på hendene.
luftfuktighet: generelt er luftfuktigheten i omgivelsene 20 % ~ 75 % RF (i tilfelle ingen kondensering);Kortvarig (innen 1 måned) mindre enn 95 % RF (anledninger uten kondens).
trykkluft: 4,5 ~ 6,0 kgf/cm2 (0,45-0,6mpa), filterolje og vann, ≥ 100L/min.
Fundament: minimum betongstyrke er C25, og minimum tykkelse på fundament er 400 mm
vibrasjon: hold deg unna vibrasjonskilder
strømforsyning: strømforsyningen til alt produsert elektrisk og elektronisk utstyr bruker 50Hz (± 1) og 380V (± 10%) trefase vekselstrøm for å sikre primær jording av strømforsyningen.
Tjenester på stedet levert av kunder:
alle nødvendige forberedelser før levering, som fundamentering, nødvendig sveisearbeid, fiksering av hjelpeverktøy m.m.
lossing og transport hos kunden.
11. Garanti og ettersalgsservice Garantiperioden for sveisestrømkilden er 12 måneder.
Garantiperioden for robotkroppen er 18 måneder.
I tilfelle feil eller skade under normal bruk og utstyret er innenfor garantiperioden, kan vårt firma reparere eller erstatte deler gratis EXW (unntatt forbruksvarer, vedlikeholdsprodukter, sikkerhetsrør, indikatorlys og andre forbruksvarer spesielt utpekt av vårt firma).
For sårbare deler uten garanti lover vårt firma normal levetid og leveringspris på sårbare deler, og utstyr har en stabil forsyningskanal av utstyr i opptil fem år.
Utenfor garantiperioden vil selskapet fortsette å tilby livslang betalt service og gi omfattende teknisk støtte og nødvendig utstyrstilbehør.
12. Levering Vedlagt dokumentasjon Installasjonstegninger: utstyrsfundamentkonstruksjonstegninger og utstyrsinstallasjonstegninger
◆ designtegninger: armatur- og utstyrstegninger
◆ Manual: bruksanvisning for utstyr, vedlikeholdsmanual og robotbruksanvisning
◆ tilbehør: leveringsliste, sertifikat og garantikort.



